Status of Horn Assembly as of 5/31/01As of 5/31/01, the horn platform is sitting on the adjustor module, the horn is sitting on the platform, the lower stripline, half shells and lower twist transitions have been installed, and the target rail is installed and ready for measurement to make sure it is in the right place with respect to the horn. Click on any of the thumbnails to get an enlarged view. You are welcome to download any of the images. If they are used for other than private viewing, credit to Bartoszek Engineering would be appreciated.
Drilling the new holes on the upstream end
The design of the upstream air ducts around the striplines required new hole patterns that were not designed when the horn box was built. We bolted a drilling template to the upstream end and drilled and tapped patterns for the ductwork to attach to.
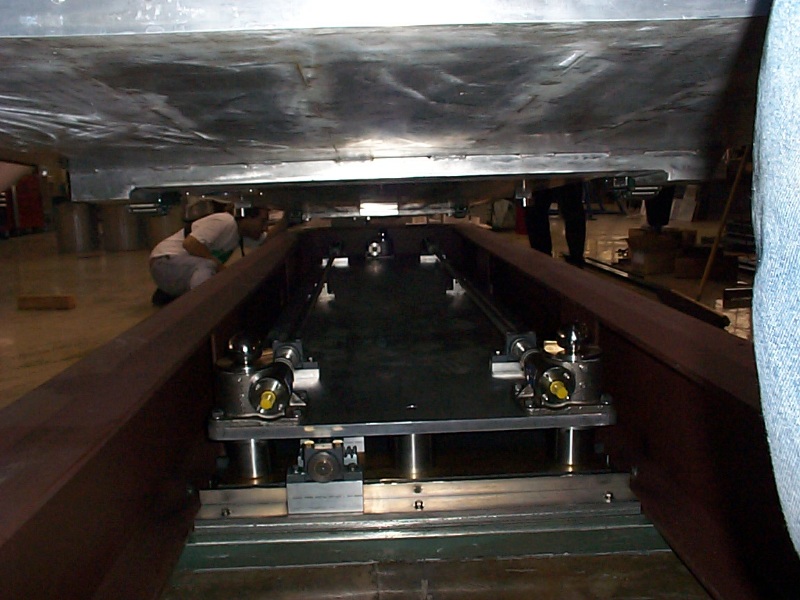
Positioning the horn platform on the adjustor module
The horn platform hangs differently with the upstream stripline plates installed, but in one way it made it easier to see the locations of the jacks that had to mate up with it.
Details of the underside of the horn platform
The adjustor module was designed by Bill Markel and can position the horn in all three rotational degrees of freedom, and two out of three translational degrees of freedom. The one that is missing is translation along the beam axis, which is not necessary.
Two views of the horn platform on the adjustor module
Final Assembly of the horn support brackets
These bolts have all been torqued up to 20 ft-lbs, typical for 3/8-16 aluminum bolts in this structure.
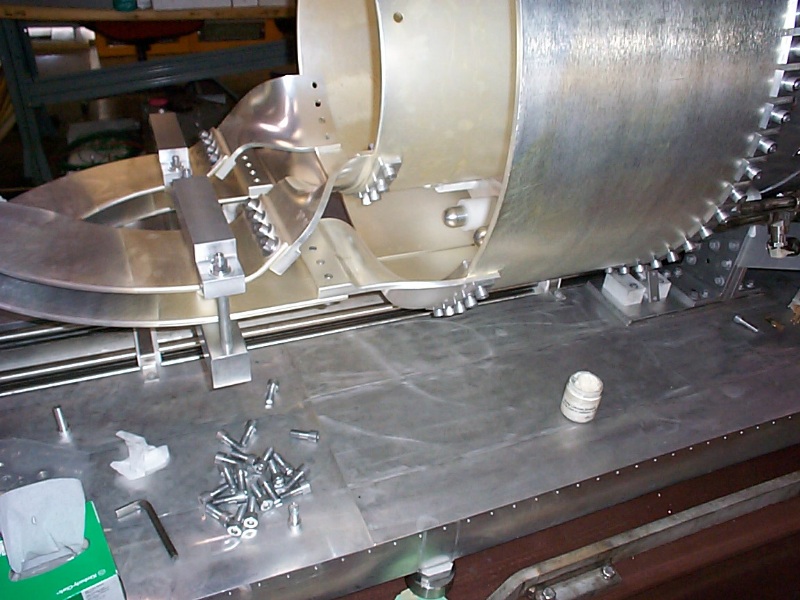
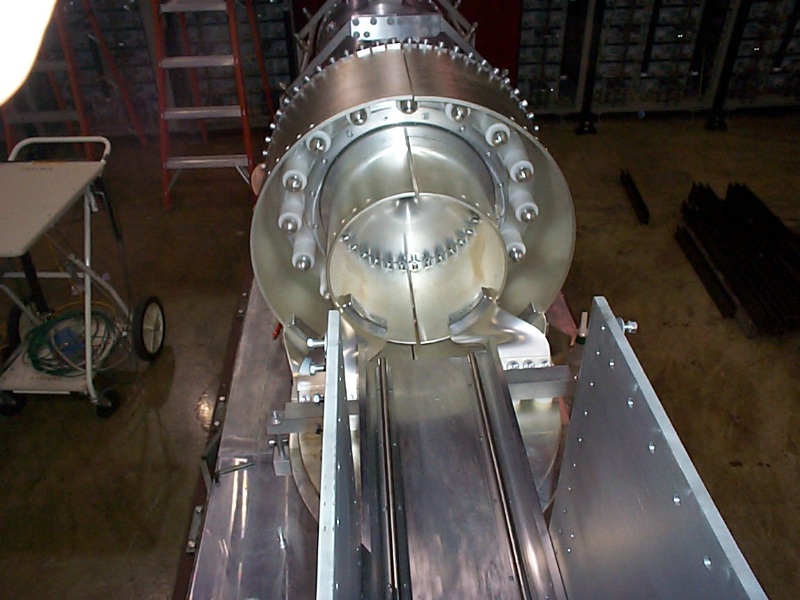
Assembly of the Half Shells
The half shells azimuthally distribute the current coming from the stripline so that the inner and outer conductor create uniform cylindrical current sheets during pulsing. Ioanis is cleaning off retroreflector target tapes from the ground half shell mounting surface. (These were used during the photogrammetry of the inner conductor and have to come off to allow the half shell to make a good current carrying connection. They were tough to get off because of their tenacious adhesive.)
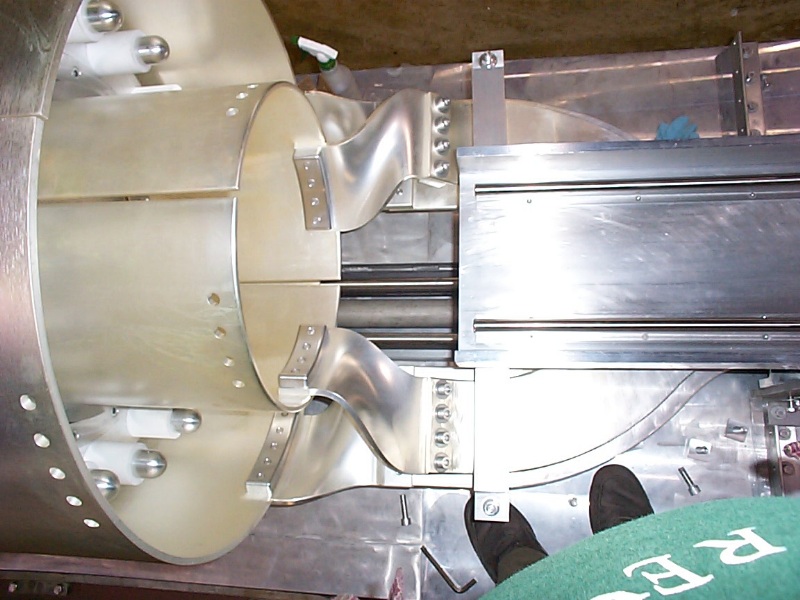
Assembly of the Lower Stripline
This operation went very smoothly.
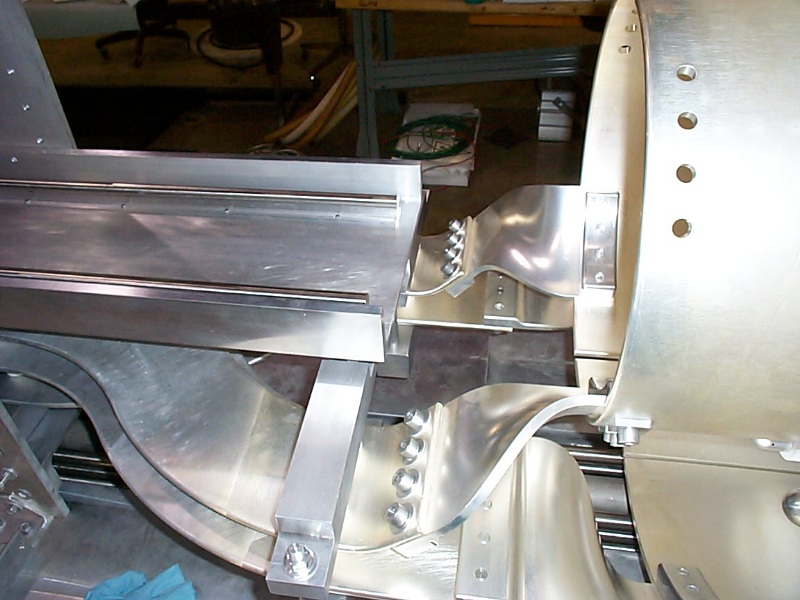
Assembly of the Lower Twist Transitions
I originally thought we would have to use survey to make sure the stripline was in the right place to connect the twist transitions, but we tried it and everything was close enough that we could get all the bolts in and the surfaces look well enough aligned.
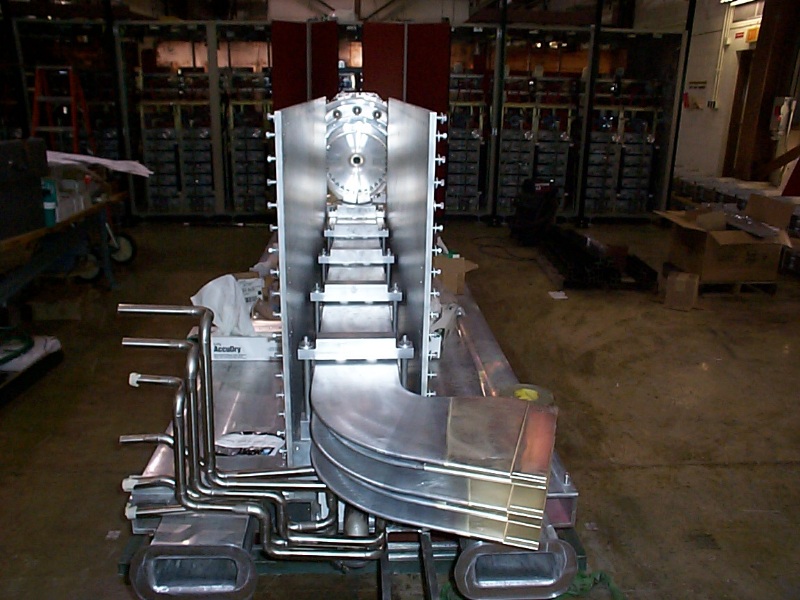
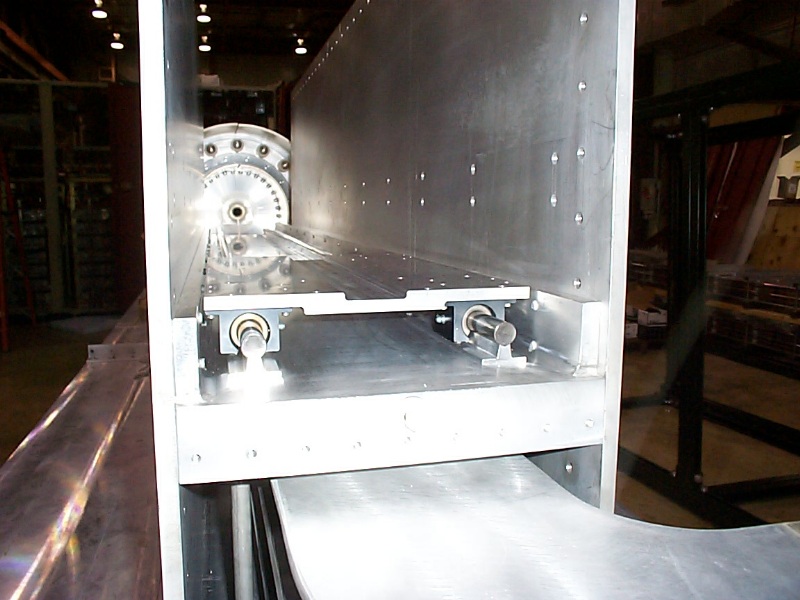
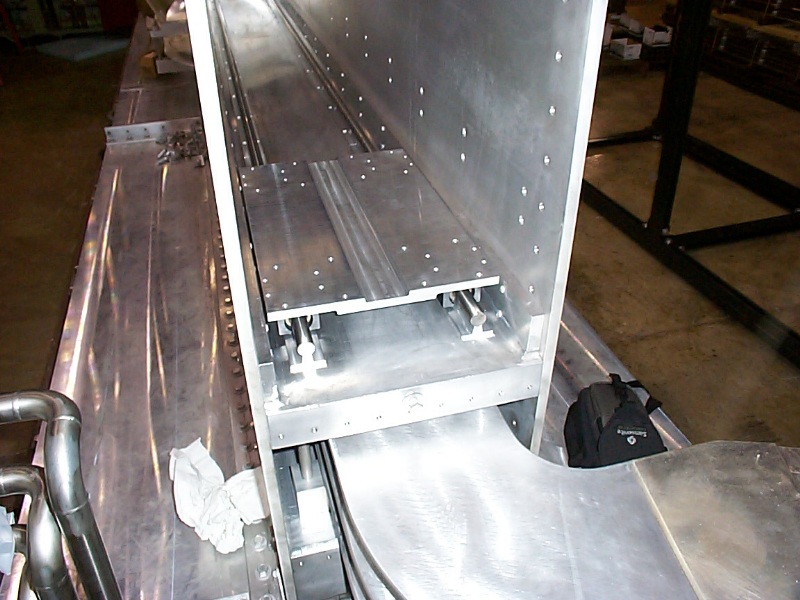
Assembly of the Target Rail Channel
This channel definitely needs survey before we can continue with the assembly because we need to know where the rail axis is with respect to the horn and that the axes are parallel. Otherwise, we run the risk of damaging either the target or the inner conductor when we insert the target into the horn.
Assembly of the Target Pillow Block Mounting Plate
The LM76 bearings that are the linear bearing allowing the target to be inserted and extracted initially behaved non-uniformly. The amount of force required to push them along the rail changed for no obvious reason as they were slid back and forth. I discovered that there was an elastomer "C" seal at both ends of the bearing which had been cut by the manufacturer for the open pillow block design. These C seals might behave properly with fully greased bearings, but we are running them dry and the seals were the cause of the force non-uniformity. It looked to me like the rubber would try to insert itself between the rails and the bearings which would cause drag. They were easy to remove and the force is now much more uniform. The rails are set, the bearings aligned and everything is ready for the next photogrammetry step which should take place on Tuesday, 6/5/01. Back to the MiniBooNE Horn Main Menu Back to the Bartoszek Engineering Home Page |